Bambu Lab X2D в деталях: Двойное сопло вдвое сокращает время печати и значительно уменьшает количество отходов

В нашем подробном обзоре Bambu Lab X2D мы уже обсуждали головку, состоящую из двух отдельных сопел; здесь мы хотим вернуть эту концепцию в более широкий контекст 3D-печати. По сути, мы говорим о многофиламентной печати - печати разными цветами или типами нитей за один прогон. Более дешевые принтеры также предлагают такую возможность. Основной принцип прост: Филамент отрезается, выходящий филамент вытягивается из трубчатых питателей с помощью сушилки с функцией подачи, а новый филамент подается в экструдер. На этом этапе нам необходимо сделать небольшой экскурс в общую схему работы 3D-принтеров. Мы сделаем это не столько технически исчерпывающе, сколько намеренно доступно и в некоторой степени наглядно.
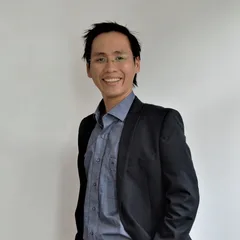
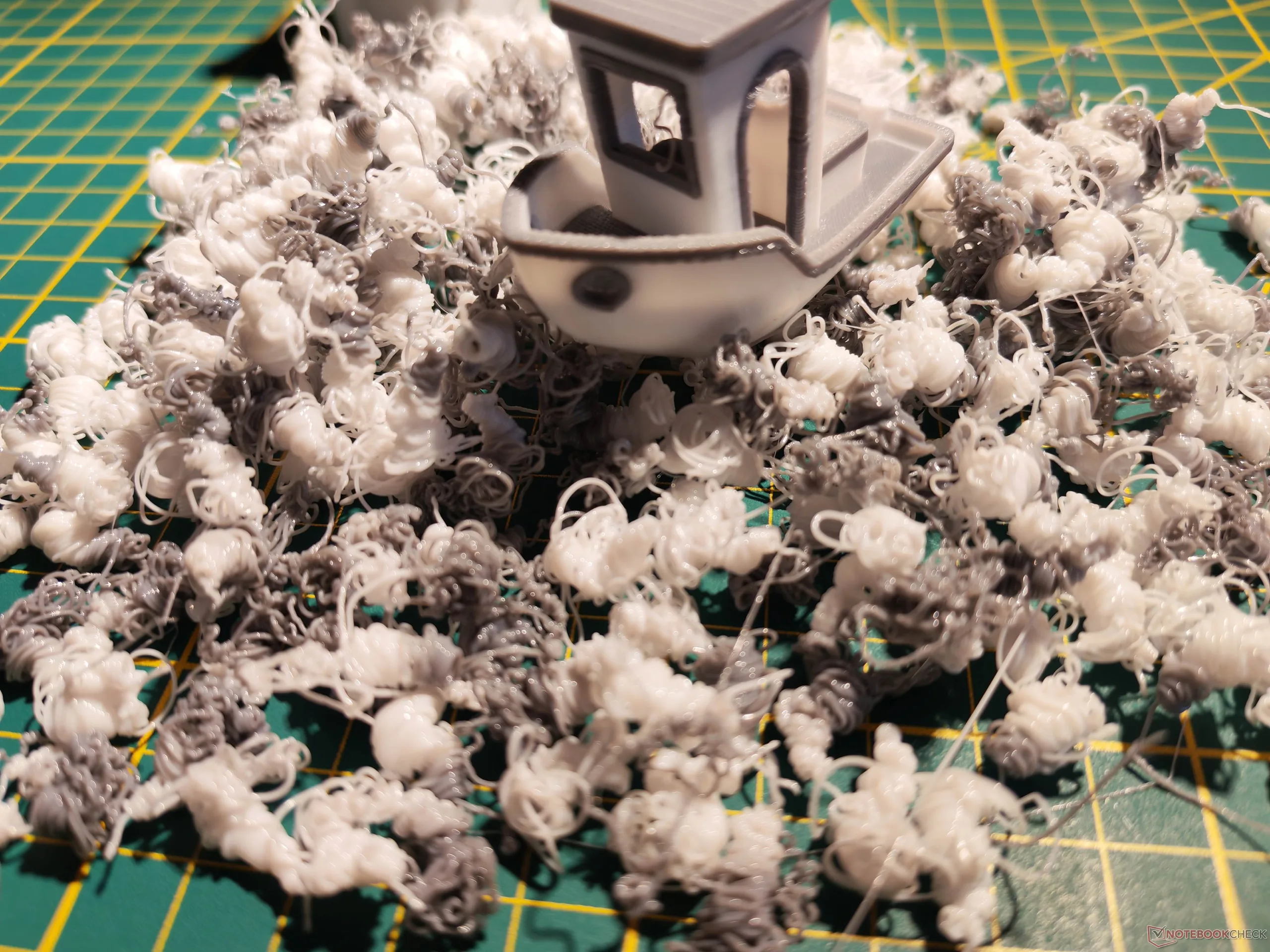
3D-принтер работает не в статическом равновесии, а в потоке: Это динамическая система, которой нужно время, чтобы успокоиться после включения или при изменении температуры или состояния материала. Подобно садовому шлангу, где Вы получаете устойчивую струю только через некоторое время после открытия крана и иногда подстраиваете сопло, чтобы улучшить струю, горячий конец проходит через фазу запуска. После нагрева следует короткий период праймирования, в течение которого нить непрерывно поступает на горячий конец, а условия расплава и давления стабилизируются; только после этого экструзия становится воспроизводимой. Прайминг отличается от продувки: Продувка всегда необходима при смене нити, поскольку расплавленный материал, уже находящийся в горячем конце, не может быть удален только втягиванием. На фотографиях Вы можете видеть переход между серым и белым, видимый в капле нити во время этой промежуточной фазы.

Полезно, но не без отходов
Именно эта разница между праймингом и продувкой имеет принципиальное значение и для X2D: продувку можно полностью исключить, а прайминг - нет, поскольку одновременно может работать только одна печатная форсунка. В нашем тесте с Multicolor-3D-Benchy от 3Designs, X2D все еще демонстрирует явное превосходство при использовании обоих сопел. При использовании обеих насадок 12-граммовая модель производит всего около 20 граммов отходов, которые почти полностью приходятся на продувочную башню. Если используется только одно сопло, и поэтому нить накаливания приходится неоднократно менять, а сопло промывать, то на каждые 12 граммов настоящей модели приходится около 70 граммов отходов - 52 грамма составляют отходы, образующиеся при промывке. Это также полностью влияет на время печати: При использовании только одной печатной форсунки время печати увеличивается с 2,7 до 5,8 часов. Здесь следует отметить два момента: Мы использовали стандартные настройки, и цифры на практике, скорее всего, также будут сильно зависеть от конкретной модели, которую нужно напечатать. Теперь возникает логичный вопрос: можно ли обойтись без процесса грунтовки? Если да, то грунтовочная башня больше не требуется, а время печати сокращается всего до 1,7 часа при использовании обоих сопел.
В нашем тесте отказ от праймирования не имел смысла. Bambu Lab справедливо советует воздержаться от этого, поскольку это приводит к значительному снижению качества печати. Для печати без грунтовки, вероятно, потребуются системы с двумя полностью независимыми инструментальными головками - специализированное решение. Помимо экономии материала, два сопла открывают и другие возможности. Например, печать опорных конструкций из другого материала позволяет использовать для опор более дешевый филамент. ПВА , продаваемый компанией Bambu Lab (предназначенный для опор) не является недорогим. Хитрость: ПВА растворим в воде, поэтому опорные конструкции растворяются на водяной бане, а не удаляются механически. Это, вероятно, лучше рассматривать как специализированный вариант использования



Вторая насадка X2D является полезной
Позволяет ли X2D печатать из нескольких материалов с нулевым количеством отходов? Нет. Этот недостаток связан не столько с самим устройством, сколько с технологией, лежащей в его основе. Тем не менее, отходы можно значительно сократить, а время печати - уменьшить, поэтому многосопловая система является полезной и эффективной. Как показано в обзоре, использование обоих сопел не обязательно снижает качество печати - детали могут выглядеть так, как будто они были изготовлены как единое целое. Тот факт, что дополнительное сопло не поддерживает TPU и имеет более низкую максимальную скорость, например, не был существенным ограничением на практике. Настроить двухсопловую печать в программном обеспечении очень просто, и программа предлагает разумные группировки.